Home > Injection Molding: Manufacturing Equipment
Details
Details:
Model
Material
Brand
Origin
Application
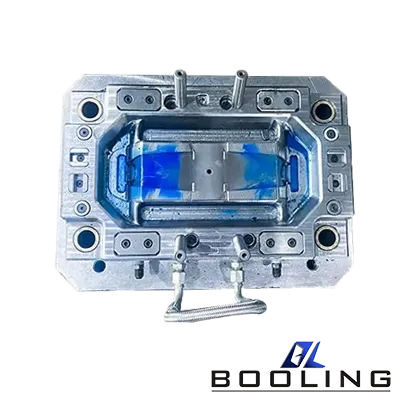
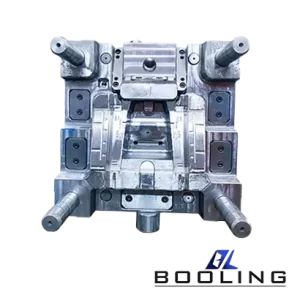
Booling-Injection Mold-1
P20, 718, S136, 2738 etc
Booling
China
Home Appliance parts
Injection molding mainly uses molds to shape various plastic products, rubber products and some metal products. Its application range is extremely wide, from automotive parts, electronic equipment casings to daily household items, medical equipment, etc., all of which are inseparable from the participation of the molding process.
Advantages of injection molding:
- High strength and toughness
- Good transparency
- Extreme temperature resistance
- Chemical corrosion resistance
- High production efficiency
Related Hot Products

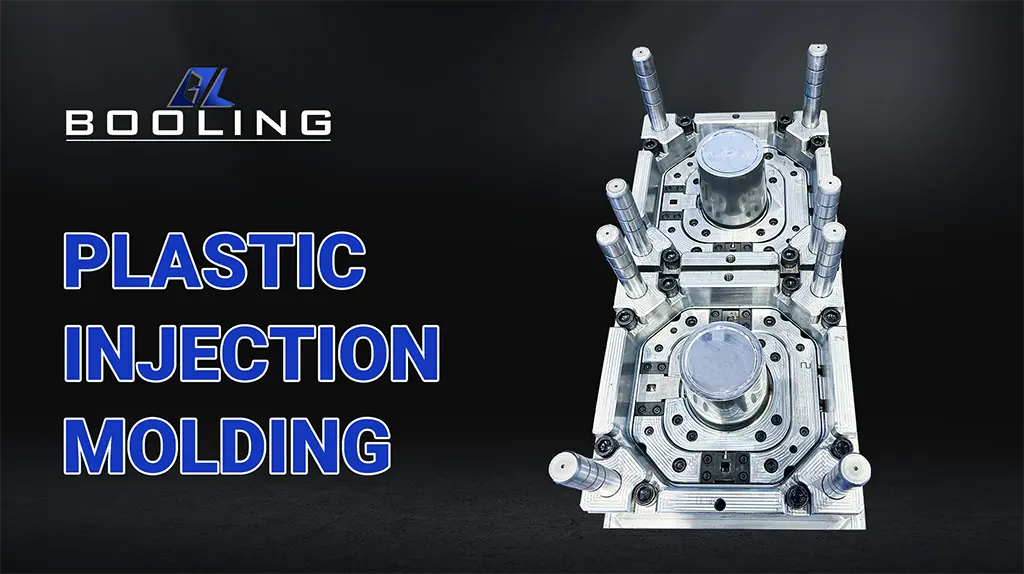
Injection molding is a process of manufacturing plastic products by injecting molten plastic into the mold cavity. Its core equipment includes three categories: injection molding machine, mold, and auxiliary equipment.

Injection molding machine
Injection molding machine is one of the most important equipment in the injection molding process. This type of equipment can be divided into three types according to the driving mode: hydraulic, electric, and hybrid.
1. Injection unit
The injection molding unit of the injection molding machine can generally accommodate 50-500KG of materials. It is mainly composed of a hopper, a screw and a barrel, a heating coil, a nozzle, etc. It stores and transports plastic particles (with a drying function) through the hopper. Under the rotation and shearing action of the screw and the barrel, the material is plasticized and heated to a molten state. The segmented temperature control of the heating coil melts the melt evenly, and then the nozzle injects the melt into the mold to prevent drooling (spring needle valve type/open).
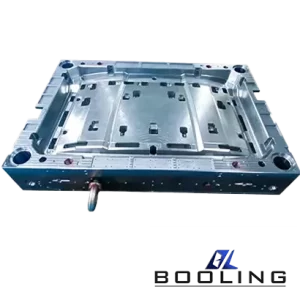
2. Mold clamping unit
After completing the plastic injection, the injection molding machine will clamp the mold, which mainly uses the template to fix the dynamic/fixed mold part of the mold, and can usually achieve mold manufacturing of 400×400mm-2500×2500mm. In order to ensure the accuracy of the injection molded product, the clamping mechanism in the mold clamping unit plays a vital role. It can provide mold clamping force to prevent flash, and finally the ejector device pushes out the molded product.
Mold System
The mold is the critical tool that shapes the final product.
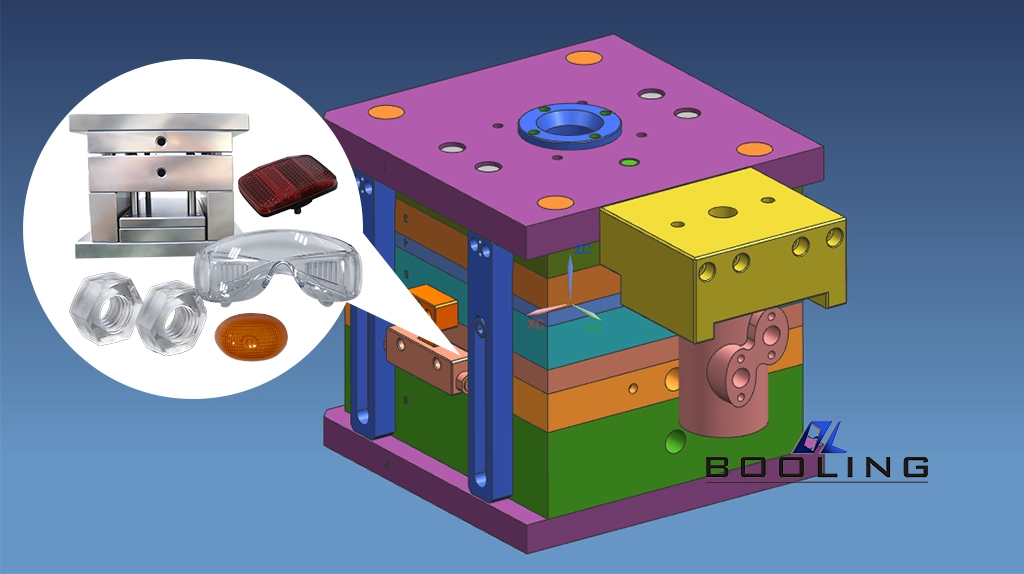
1. Mold Structure
| Component | Function | Design Considerations |
|---|---|---|
| Cavity & Core | Forms the part geometry | Material: P20/H13 steel (HRC 48–52) |
| Runner System | Channels molten plastic into the cavity (cold/hot runner) | Hot runners save 15–30% material |
| Cooling System | Regulates mold temperature (drilled/3D-printed conformal channels) | Temp. variation ≤5°C, cycle time ↓20% |
| Ejection System | Ejects finished parts (pins/air ejection) | Avoids marks (hidden ejector pins) |
| Vents | Releases trapped air to prevent voids | Depth: 0.02–0.04 mm |
2. Mold Types
| Type | Characteristics | Applications |
|---|---|---|
| Two-Plate Mold | Simple structure, low cost | General parts (e.g., bottle caps) |
| Three-Plate Mold | Automatically separates runner and part | Precision multi-cavity parts (e.g., connectors) |
| Stack Mold | Multi-layer cavities, doubles production capacity | Thin-walled packaging |
Auxiliary Equipment
1. Material Handling
| Equipment | Function | Example |
|---|---|---|
| Dryer | Removes moisture (e.g., PC requires 120°C drying for 4 hours) | Motan dehumidifying dryer (-40°C dew point) |
| Mixer | Blends resin with colorants/additives | High-speed mixer (2000 rpm) |
| Feeder | Automatically supplies pellets to the hopper | Central conveying system (multi-machine) |
2. Temperature Control
| Equipment | Function | Specifications |
|---|---|---|
| Mold Temp Controller | Maintains precise mold temperature (oil/water) | Range: 20–200°C (±0.5°C) |
| Chiller | Cools molds and hydraulic oil quickly | Cooling capacity: 5–50 kW |
3. Post-Processing
| Equipment | Function | Example |
|---|---|---|
| Robot | Automatically removes, stacks, or inserts parts | ABB IRB 4600 (10 kg payload) |
| Deflashing Machine | Trims gates and flash | Laser cutting (±0.1 mm accuracy) |
| Inspection Equipment | Measures dimensions (CMM) and checks surface defects (AOI) | Zeiss CMM |
Key Equipment Selection Criteria
| Requirement | Selection Basis | Example Calculation |
|---|---|---|
| Clamping Force | Projected area × Material pressure (PP: ~300 bar, PC: ~500 bar) | 100 cm² × 500 bar ÷ 1000 = 50 tons |
| Shot Capacity | Part weight + runner weight (Screw diameter² × 0.785 × stroke) | Φ40 mm screw: 16 cm³/rev × 5 rev = 80 cm³ |
| Cycle Time | Dominated by cooling (Wall thickness² × thermal diffusivity) | 2 mm ABS part: 4 × 1.5 = 6 sec |
Automotive Mold Related Content
Applied’s expertise in modifying materials at atomic levels and on an industrial scale enables our customers to transform possibilities into reality.