Home > Chemical Drum Blow Mold Manufacturer
Chemical Drum Blow Mold Manufacturer — 1L to 220L HDPE Container Tooling from China
Chemical drum blow molds for 1L to 220L tight-head & open-head containers. HDPE extrusion tooling with H13 nitrided pinch-off inserts. UN 1H1/1H2 certifiable design. ISO 9001 certified. Send your drum 3D model.
- Tight-Head & Open-Head Drum Molds — 1L to 220L
- HDPE Monolayer & Multi-Layer Barrier Tooling
- Quote Within 1 Working Day — Lead Time 30–55 Days
- H13 Nitrided Pinch-Off Inserts Standard
- ISO 9001:2015 Certified

- Taizhou City (Mold Town)
- 10+ Years Manufacturing
- 12-Month Warranty
- 6100 m² Workshop
- 24h Response
Chemical Drum Blow Molding: Size Range and UN 1H1 / 1H2 Structural Classification
Our mold range covers all mainstream drum sizes, from 1L to 60L turnover containers and 120L industrial drums, all the way up to 220L heavy-duty chemical barrels.
We specialize in both UN 1H1 (open-head) and 1H2 (tight-head) designs. Since these two structures have very different molding requirements—especially regarding cycle times, wall thickness distribution, and reinforcement strategies—we don’t believe in a ‘one-size-fits-all’ mold. We tailor each design to ensure maximum stability and long-term performance.
Chemical Drum Molds We Build

Tight-Head Drums — 1L to 220L
Closed-top. 2-inch and 3/4-inch bung openings. Industry standard for chemical transport. The pinch-off weld runs around the entire drum — several meters of seam holding pressure under stacking, drop testing, and thermal cycling. Double-angle pinch-off design with relief flash pockets.
Industrial blow mold tooling for tight-head drums needs consistent wall thickness from top chime to base. The parison programming compensates for a part that’s roughly 600mm diameter and 900mm tall.
Open-Head Drums — 1L to 220L
Removable lid. For solids and semi-solids. The top opening needs a clean, flat sealing surface for the lid gasket. The parting line at the chime has to be precise. Any flash or unevenness creates a leak path. Fighting the flash at the chime never really stops.
UN-Certifiable Drum Molds
For dangerous goods transport. Plastic drums fall under UN 1H1 for open-head and UN 1H2 for tight-head containers. The mold has to produce parts that pass 1.2-meter drop testing, stacking tests, hydraulic pressure tests, and leakproofness tests. We design the pinch-off geometry and wall thickness distribution specifically for certification-level performance.
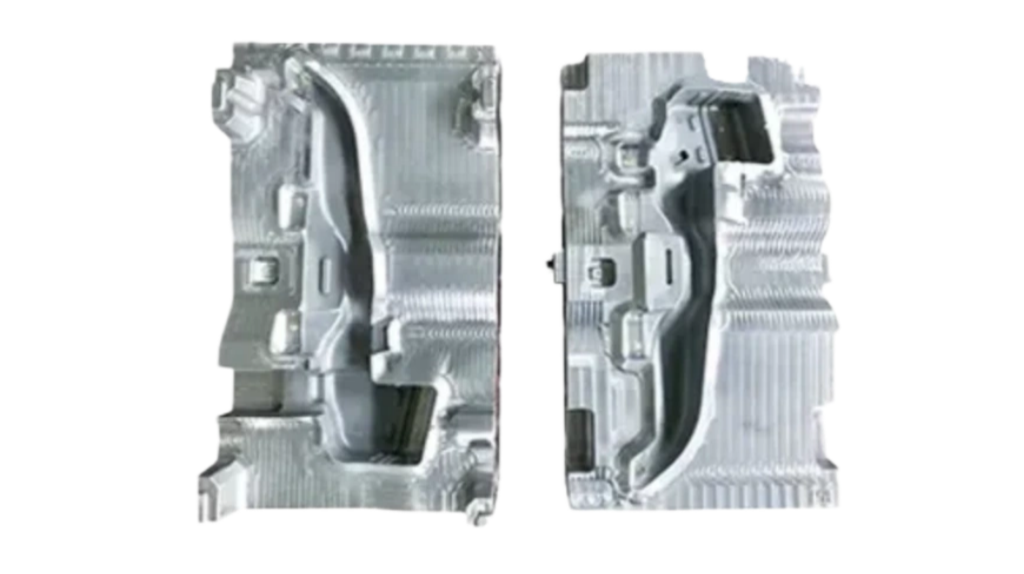
Mold Dimensional Parameters
| Parameter | Specification |
|---|---|
| Number of Cavities | 2 |
| Product Dimensions (mm) 、 | 335X218X199 |
| Non-Removable Core Mold Net Dimensions (mm) | 800X460X440 |
| Material Weight (Ton) | 0.9 |
Chemical Drum Blow Mold Technical Drawings & 3D Models
10L Drum Mold Engineering Case — Customized drawing package provided for each chemical drum blow moldproject. Includes DFM, 2D drawings, 3D models, and BOM.
We welcome your inquiry and are ready to assist you.

Key Factors in IBC Pallet Mold Design
Built for Strength
Weld integrity is the heart of any compliant IBC. By integrating replaceable nitrided H13 inserts at corner pinch-off zones, we ensure your molds can handle over 1.2 million cycles while maintaining critical weld strength under 30 kPa of pressure.
Performance-Driven Materials
Material selection depends on application; we provide solutions. Whether you need the cost-efficiency of 6061 for standard runs or the high-cycle durability of 7075 for intensive, high-precision lines, we select the alloy that actually fits your production strategy.
Cost Optimization through Precision
Every gram counts in logistics. Our precision cooling and optimized mold designs keep weight deviations within ±100g. That’s not just a technical spec—it’s a direct reduction in your shipping costs per container.
Mold Materials for Drum Tooling
7075 Aluminum
7075 aluminum for lightweight prototype and short-run tooling. Good strength-to-weight balance and fast machining performance. Suitable for validation and early-stage production testing.In some cases, we still adjust material choice after T1 trials depending on deformation behavior.
6061 Aluminum
6061 aluminum used for standard prototype tooling and fixture structures. Offers stable machining performance and consistent dimensional behavior for low to medium production trials and non-critical mold components.
P20 Steel
Cost-effective universal steel for plastic blow molding, widely used for prototypes, fixtures & medium-low volume production molds. Nitriding surface treatment can be applied on high-friction weld zones to boost wear resistance. For chemical drum projects where clients prioritize balanced cost, lead time and basic service life over extreme wear resistance, P20 is the optimal choice.
Required Inputs Before Design
You only need to provide any one of the following documents to launch preliminary DFM mass-production feasibility evaluation:
3D Model
Complete pre-engineering inspection to detect demolding issues, sharp wall thickness transition and parting line interference in advance, avoiding repeated modification during trial molding.
Material System
Define steel grades for different mold zones to balance wear resistance, corrosion resistance and service life.
Production Scale
Determine cavity layout, cooling channel density and configuration of replaceable wear inserts.
UN Requirements
For hazardous drum clients, all designs follow UN packaging regulations, with reinforced weld sealing & structural strength to secure long-run stability.
Machine Parameters
Mold outer size, clamping stroke and connector interface fully match your current equipment, enabling stable mass production without extra machine reconstruction.
Required Inputs Before Design
What's the typical cost of a chemical drum blow mold?
1L to 60L: $5,000 to $25,000. 220L: $25,000 to $45,000. Depends on steel and barrier layers. Quote within 1 working day.
Can you build UN-certifiable drum molds?
We design molds to produce containers capable of passing UN 1H1/1H2 certification. Certification is between you and your notified body.
What's the typical cycle time for a 220L drum mold?
70 to 90 seconds on a well-cooled single-cavity mold. Conformal cooling in the base can shave 10-15 seconds.
How long does a chemical drum mold take to build?
30 to 55 days from design approval to T1. Complex multi-layer or UN-certifiable tooling may run longer.
- Request a Free Quote/DFM
Respond within 24 hours · No spam · NDA available
By submitting, you agree to our privacy policy. We never share your data.
- Free DFM review with every inquire
- NDA available upon request
- No obligation — just a conversation
- Expert engineer assigned to your project