Home > Automotive Air Duct Blow Mold Manufacturing Service
Automotive HVAC Blow Mold Design & Manufacturing Services
Model: BL2505160 | Die Ref: F5120S
Booling manufactures automotive air duct blow molds for EV and passenger vehicle HVAC systems. Through optimized parting lines, cooling systems, and cavity structures, we reduce deformation, air leakage, and thickness variation during mass production.
- ISO 9001:2015 Certified
- List ItemQuote Within 1 Working Day
- Quote Within 1 Working Day
- Single & Multi-Cavity Extrusion Blow Molds
- DFM + Moldflow Included — CMM Report with Every Mold
- 6100 m² Workshop
- 10+ Years Manufacturing
- 12-Month Warranty
- 24h Response
Booling’s Forming Technology for Automotive Air Duct Blow Molds
Moldflow Multi-Branch Melt Balance Simulation Technology
Zoned Independent Temperature Control & Cooling Water Circuit Technology
Split Sealing Insert Technology
Special In-Mold Cutting Forming Technology for Air Ducts
Customer Testimonial
The BL2505160 mold delivered exceptional cycle time reduction — 43 seconds vs. our previous 68-second benchmark. T1 samples passed on first try with all 12 dimensional checkpoints within tolerance.
—— John Doe
Technical Drawings & 3D Models
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
Automotive Blow Molding Air Duct Molds: Steel Grade Selection & Manufacturing Processes
Material Selection for Blow Mold Air Ducts
| Mold Components | Steel Grade | Reason for Selection |
|---|---|---|
| Mold Base (A/B Plates, Support Frame) | 45# | Standard structural steel with fast machining speed and good dimensional stability for non-cavity areas. Reduces total mold cost for 650×400×580mm base. |
| Cavity & Core Inserts (Large Inserts) | 45# | HDPE causes no abrasion, and 45# steel can meet the full mold service life, suitable for rectangular air duct main bodies |
| Sealing Flange Inserts / Interface Sections | P20 | Pre-hardened steel (HRC 28–32), polishable to mirror finish, ensures ±0.05mm sealing accuracy for HVAC interfaces. |
| Fillet Inserts & Visible Surface Inserts | P20 | Ensures good polishing retention and dimensional stability for visible flat surfaces of intermediate blow-molded air ducts (G09) |
| High Stress / High Wear Inserts (High Volume Production) | 718 | Excellent wear resistance. 718 pre-hardened steel is recommended for annual output of over 500,000 mold cycles or glass fiber modified materials to extend cavity service life |
| Blow Pins / Cooling Baffles / Deflection Components | AL 7075 / AL 6061 | Low thermal inertia improves cooling response; aluminum prevents steel seizure issues. |
Booling Engineer’s Mold Material Selection Suggestions
- For medium and low-volume automotive HVAC blow molding air ducts (annual output < 500,000 mold cycles, pure HDPE raw material): 45# mold body + P20 sealing flange inserts for optimal cost performance.
- For high-volume new energy vehicle HVAC blow molding air ducts (annual output ≥ 500,000 mold cycles / glass fiber modified raw materials): upgrade to 718 pre-hardened wear-resistant inserts to extend mold service life.
- For complex special-shaped multi-branched automotive HVAC blow molding air ducts and high air tightness projects: 45# mold body + full P20 sealing inserts + 7075 aluminum blow pins, balancing cooling efficiency and forming stability.



Booling’s Professional Capabilities in Manufacturing Automotive Blow Mold Air Ducts
Booling is specialized in automotive HVAC blow mold tooling for EV and passenger vehicle multi-duct systems.
We provide full-process engineering solutions rather than only cavity machining.
We solve uneven wall thickness in bends、air leakage in sealing areas、poor assembly matching.
| Stage | Core Capability | Methods | Key Control Points | Output Results (Evidence) |
|---|---|---|---|---|
| DFM Engineering Review | Mass-production manufacturability control capability for duct structure | OEM-standard DFM Analysis + Duct structural risk identification | Wall Thickness Uniformity / Parting Line / Parison Extrusion Mode / Airflow Distribution | Mass production feasibility report + Risk list + CMM wall thickness data (Tolerance ±0.5mm) |
| Structural & Flow Simulation Design | Multi-duct system optimization & simulation capability | UG / CATIA / Moldflow simulation analysis | Parison distribution / Airflow balance / Cooling thermal balance | Mass-producible design scheme + Simulation report (Deviation <10%) |
| Precision Mold Manufacturing | Machining capability for highly complex duct molds | Precision processing system: CNC + EDM + Wire EDM | Multi-branch cavity / Asymmetric structure / Sealing flange | High-precision mold + Machining inspection records |
| T0 Trial Molding Verification | Mass-production stability verification capability | CMM inspection + Physical trial run + Process parameter optimization | Wall thickness uniformity / Airflow distribution / Sealing performance | T0 trial molding report + Qualified samples + Mass production process parameters |
| Project Delivery Validation | OEM-level mass production delivery capability | PPAP standard process + Customer validation | Mass production consistency / Delivery lead time control | T0 verification completed within 40 days + Full delivery of duct blow molds |
Delivery Process and Documentation Package for Automotive HVAC Duct Mold System
| Stage | Work Content | Duration |
|---|---|---|
| DFM Review | Conduct EBM manufacturability check on duct geometry, confirm target wall thickness, determine parting line strategy, mark in-machine trimming or post-trimming features, issue DFM report before steel cutting | 2-3 Days |
| Mold Design | 2D engineering drawings, 3D mold assembly design, cavity/core insert design, cooling channel layout, in-mold trimming blade design, blow pin dimension setup, parison program strategy formulation; inserts material allocation: P20 / 45# steel | 1-2 Weeks |
| Steel Cutting & EDM | 5-axis CNC machining for cavity and core blanks; EDM machining for slots, radii and fine details of in-mold trimming blades; Wire EDM machining for parting line sealing areas | 2 Weeks |
| Assembly & Polishing | Insert assembly, manual polishing of cosmetic surfaces, full mold assembly, cooling circuit connection, precise alignment of in-mold trimming blades and blow pins | 3-5 Days |
| Trial Molding | Trial run on 90mm EBM equipment, set parison program, first article inspection (FAI), wall thickness measurement at 5 cross-sections, port diameter inspection, sealing surface flatness check, material change log per customer resin grade | 1-2 Days |
| T0 Shipment | Mold packaging and delivery to customer site (on-site installation support optional); customer assembly validation; optimize parison program or inserts before T1 based on customer feedback | 1 Week Transit + Optional On-site Support |
Booling
| Temperature Settings (°C) | |
|---|---|
| Sample #1 | Sample #1 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
| Temperature Settings (°C) | |
|---|---|
| Sample #1 | Sample #1 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
| Temperature Settings (°C) | |
|---|---|
| Sample #1 | Sample #1 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
| Sample #2 | Sample #2 |
T1 Trial Results
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
T1 Qualification — All Checkpoints Passed
- Dimensional: All 12 points within ±0.01 mm
- Functional: 0.8 MPa leak test — passed
- Flash trim: Clean break, no burr
- Dimensional: All 12 points within ±0.01 mm
- Functional: 0.8 MPa leak test — passed
- Flash trim: Clean break, no burr
Performance Comparison
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
| Aspect | BL2505160-F5120S | Industry Average |
|---|---|---|
| Cycle Time | Sample #1 | 65–70 seconds |
| Dimensional Tolerance | Sample #2 | Sample #2 |
| Mold Life | Sample #2 | Sample #2 |
| Auto Demolding Rate | Sample #2 | Sample #2 |


Quality System for Automotive Air Duct Blow Mold Tooling
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
ISO 9001:2015
We strictly manufacture according to ISO 9001:2015 quality management standards, covering the complete process from DFM review to mold shipment. Every drawing revision is fully recorded with revision date, responsible engineer, and customer approval signature. Any issues related to machining deviation, trial molding dimensions, or polishing quality are documented and reviewed by engineers to prevent recurrence.
Full Traceability of Raw Materials
All raw materials used for machining are supplied with corresponding material certificates. Documents are archived and classified according to mold serial numbers. Customers can access original heat number records to verify material composition, meeting automotive project traceability requirements.
+
Steady-state auto demolding ratio on Kautex KBS-8 production line.
From ~60% baseline → 30% improvement
+
Steady-state auto demolding ratio on Kautex KBS-8 production line.
From ~60% baseline → 30% improvement
+
Steady-state auto demolding ratio on Kautex KBS-8 production line.
From ~60% baseline → 30% improvement
+
Steady-state auto demolding ratio on Kautex KBS-8 production line.
From ~60% baseline → 30% improvement
Technical Drawings & 3D Models
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
Technical Drawings & 3D Models
UNIQUE PER CASE — Drawing package provided per project. Contact sales for your DFM & CAD package.
DFM report
- Wall Thickness Analysis:To check whether the wall thickness distribution of the product is uniform.
- Demolding:Whether the demolding process goes smoothly.
Material Selection: Able to select appropriate materials based on the product’s functional and appearance requirements.
Assembly: To check whether there are any assembly issues when the product is assembled with other components.
Mold flow analysis
Optimize gate location :Determines the best position for injecting plastic into the mold to ensure complete filling.
Predict filling patterns :Visualizes the advancement of the melt front, identifying potential air traps and weld lines.
Cooling behavior : Evaluates temperature distribution and cooling time to reduce warpage and shorten cycle time.
Identify shrinkage and warpage : Predicts areas prone to sink marks or deformation after cooling and solidification.
Evaluate packing pressure : Assesses the holding pressure maintained during cooling to compensate for material shrinkage, sink marks, dimensional inaccuracies, or internal voids.
Reduce mold trial iterations : Minimizes the number of physical mold trials, saving both time and cost.
Mold design
If the customer requires our mold design services, we can provide them with complete 3D mold structure drawings and 2D machining drawings.
Mold trial
Defect Diagnosis and Troubleshooting: Identifying various defect issues that occur during the trial molding stage and eliminating them.
Comprehensive Inspection: Performing dimensional accuracy measurements, appearance checks, material property tests, and assembly trials on the samples.
Performance Testing: Evaluating the flow rate and pressure of the mold’s cooling system, the filling balance of the mold, and other relevant conditions.
Recording: Documenting all key molding parameters for the first batch of samples produced.
Small-batch production and sample delivery
Quality Inspection: We will randomly sample products from each batch of small-scale production to conduct comprehensive dimensional accuracy measurements, appearance inspections, and material property tests.
Defect Handling and Improvement: If any defects occur during the production process (such as bubbles, warpage, dimensional deviation, etc.), we will immediately conduct a root cause analysis for the customer and adjust the mold manufacturing process and other means until the defects are eliminated.
Sample Delivery: According to the customer’s requirements, we will clean, deburr, and apply rust-proof treatment to some samples, and use shock-proof and anti-static packaging to ensure no damage during transportation.
The delivered documents include: sample inspection report (including key dimensional data, appearance photos, material certificate), small-batch production parameter record sheet, certificate of conformity and quantity list. If the mold has been adjusted, we will also attach a mold modification confirmation form.
After-sales service
- Technical Training Services:Our technicians have professional skills and relevant knowledge to support online mold maintenance guidance, conduct rapid troubleshooting, and assist in mold processing and processing of difficult-to-process engineering plastic raw materials.
- Regularly inspect and evaluate the mold :our after-sales personnel can understand the customer’s usage in a timely manner and make corresponding suggestions.
- Repair & Warranty:We guarantee the quality of molds and provide first-level maintenance and second-level maintenance services. If you encounter any problems within the warranty scope, we will provide accurate and correct repair services to ensure that customers have the shortest downtime and quickly re-enter the production process.
Custom Automotive HVAC Air Duct Blow Mold Solutions
Forward your duct drawings or samples for fast quotation and DFM feedback within 24 hours.
Booling After-Sales Support for Automotive HVAC Air Duct Blow Mold Tooling
On-Site Installation
Engineers visit the customer's facility to install molds onto EBM (Extrusion Blow Molding) machines. Parison programming is configured and cooling channels are balanced for stable production.
PPAP Support
We support customer PPAP submissions. Wall thickness reports, dimensional inspection reports, material certificates, and trial molding data are packaged according to OEM requirements.
Spare Parts
Pinch-off inserts, in-mold trimming blades, and radius inserts are quoted as spare parts together with the mold delivery.
Confidentiality
Each project can be covered under NDA. Customer drawings and 3D data are stored on air-gapped isolated servers. We do not share geometry, customer names, or project details with other clients.
Drawing Revision Support
When OEMs revise duct geometry (typical 2D to 3D updates or wall thickness adjustments), we quote engineering modification costs based on a fixed rate instead of rebuilding from scratch.
Production Capacity Reservation
For long-term production customers, we reserve machine time on our EBM (Extrusion Blow Molding) production lines to support urgent trials in case of unexpected mold downtime.
Booling Forming Optimization Scheme for Automotive HVAC Duct Blow Molds
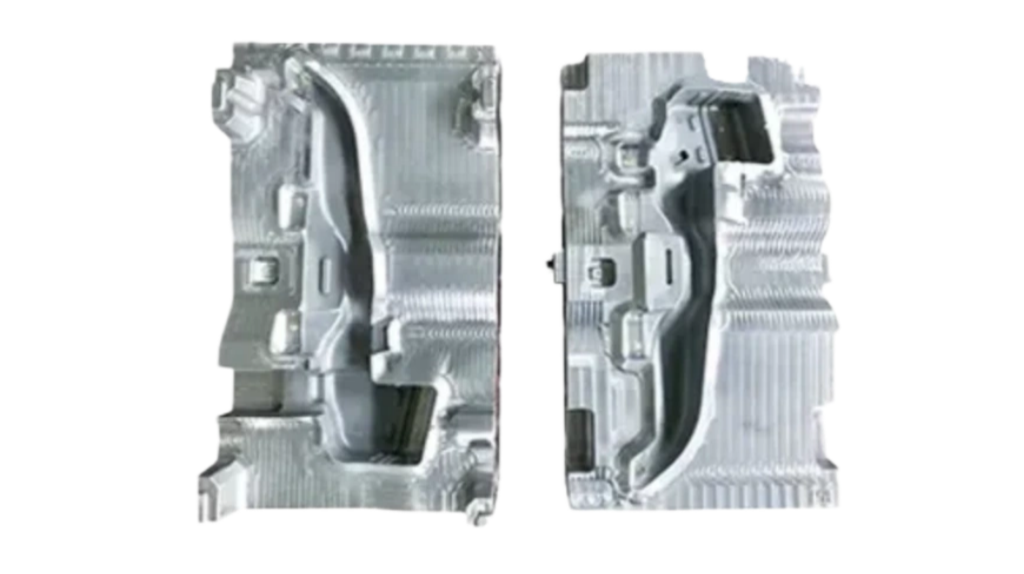
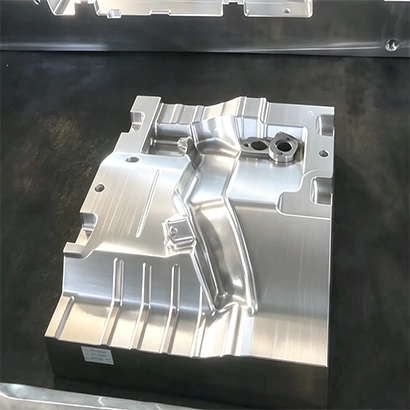
Within the category of automotive HVAC ducts, typical thin-walled ducts with a 3D rectangular structure feature a standard wall thickness of 1.5–2.5 mm. The workpieces have a high blow-up ratio at fillets, which easily leads to uneven wall thickness and localized material shortage during forming, and multiple connecting ports of varying heights require either in-mold trimming or post-mold edge trimming.
The parting line of this duct follows an asymmetric 3D curved surface. Shrinkage after molding will cause centerline offset and assembly misalignment of finished parts. The critical mating surface of the sealing flange matched with the HVAC housing measures 50×80 mm with a flatness tolerance of ±0.10 mm, and the machining precision of this area directly determines the overall air tightness of the vehicle air conditioning system.
To address these issues, we adopt a combination of 45# steel mold base, P20 cavity inserts and 7075 aluminum blow pins to balance the mold’s thermal capacity and cooling speed and stabilize the forming of special-shaped ducts.
During trial molding, we fully adopt the customer’s original HDPE resin and record every set of process parameters in full detail. For color changeovers, we strictly follow the 4-resin-bucket purging standard derived from repeated tests: if only 2 to 3 buckets of resin are used for flushing, the color contamination reject rate ranges from 8% to 15%; with the 4-bucket standard, color deviation defects can be controlled below 1%. Upon project completion, we uniformly archive operation manuals, defective product statistics and full mold documentation to ensure immediate mass production after mold delivery, with all manufacturing data fully traceable.


Booling Automotive Air Duct Blow Mold Tooling Case Study
Customer requirements:
Booling solution:
The complete air duct mold adopts Booling’s optimized structural design, and the project completes T0 mold trial delivery on schedule within 40 days. The mold operates stably in long-term mass production with no product deformation, air leakage or color difference defects.


Automotive Air Duct Blow Mold Tooling Configuration Table
| Part Name | Material | Part Dimension (mm) | Cavity Quantity | Mold Steel | Lead Time |
|---|---|---|---|---|---|
| Left Side Automotive HVAC Air Duct Tooling | HDPE | 526 × 172 × 104 | 1×1 | P20+45# | 40 days |
| Left Side Blow Molded Air Duct Tooling | HDPE | 526 × 172 × 104 | 1×2 | P20+45# | 40 days |
| Right Side Automotive Air Duct Blow Mold Tooling | HDPE | 560 × 215 × 96 | 1 × 1 | P20+45# | 40 days |
| Right Side Blow Molded HVAC Air Duct Mold System | HDPE | 560 × 215 × 96 | 1×2 | P20+45# | 40 days |
| Center Air Distribution Blow Molded Duct Mold Tooling | HDPE | 391 × 364 × 104 | 1 × 1 | P20+45# | 40 days |
- Request a Free Quote
Respond within 24 hours · No spam · NDA available
By submitting, you agree to our privacy policy. We never share your data.
- Free DFM review with every inquire
- NDA available upon request
- No obligation — just a conversation
- Expert engineer assigned to your project